Mchakato wa kulehemu wa arc iliyozama ni chaguo bora zaidi katika nyanja muhimu za matumizi ya mabomba, vyombo vya shinikizo na mizinga, utengenezaji wa wimbo na ujenzi mkubwa.Ina aina rahisi zaidi ya waya moja, muundo wa waya mbili, muundo wa waya mbili mfululizo na muundo wa waya nyingi.
Mchakato wa kulehemu wa arc chini ya maji unaweza kuwanufaisha watumiaji katika programu nyingi za kulehemu, kutoka kuongezeka kwa tija hadi kuboreshwa kwa hali ya kazi hadi ubora thabiti na zaidi.Mimea ya utengenezaji wa chuma ambayo inazingatia kufanya mabadiliko kwenye mchakato wa kulehemu wa arc chini ya maji inapaswa kufikiria faida nyingi ambazo zinaweza kupatikana kutokana na mchakato huu.
Maarifa ya msingi ya kulehemu ya arc iliyozama
Mchakato wa kulehemu wa arc chini ya maji unafaa kwa mahitaji makubwa ya matumizi ya viwanda ya mabomba, vyombo vya shinikizo na mizinga, ujenzi wa injini, ujenzi nzito / uchimbaji.Inafaa kwa tasnia zinazohitaji tija ya juu, haswa zile zinazojumuisha kulehemu kwa nyenzo nene sana, ambazo zinaweza kufaidika sana kutokana na mchakato wa kulehemu wa safu ya chini ya maji.
Kiwango chake cha juu cha uwekaji na kasi ya kusafiri inaweza kuwa na athari kubwa kwa tija ya wafanyikazi, ufanisi na gharama za uzalishaji, ambayo ni moja ya faida kuu za mchakato wa kulehemu wa safu ya chini ya maji.
Faida za ziada ni pamoja na: welds na utungaji bora wa kemikali na mali ya mitambo, mwonekano mdogo wa arc na moshi mdogo wa kulehemu, faraja ya mazingira ya kazi iliyoboreshwa, na sura nzuri ya weld na mstari wa vidole.
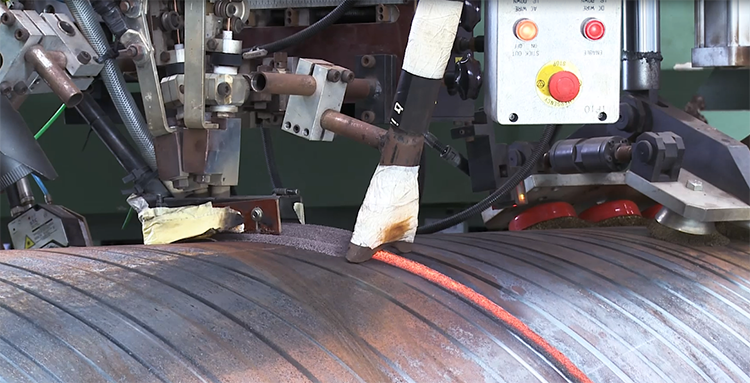
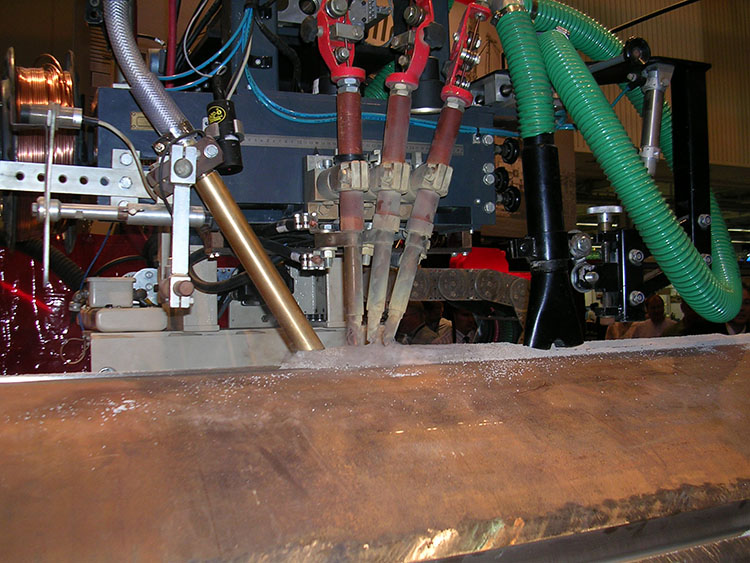
Ulehemu wa arc chini ya maji ni utaratibu wa kulisha waya ambao hutumia flux ya punjepunje ili kutenganisha arc kutoka hewa.Kama jina linavyopendekeza, arc inazikwa kwenye mtiririko, ikimaanisha kuwa wakati vigezo vimewekwa, arc haionekani na mtiririko wa safu inayofuata ya flux.
Waya hulishwa kwa kuendelea na tochi inayotembea kando ya weld.Kupokanzwa kwa arc kuyeyuka sehemu ya waya, sehemu ya flux na nyenzo za msingi ili kuunda bwawa la kuyeyuka, ambalo linaunganishwa na kuunda weld iliyofunikwa na safu ya slag ya kulehemu.
Unene wa nyenzo za kulehemu ni 1/16 "-3/4", ambayo inaweza kuwa kulehemu kupenya kwa 100% kwa njia ya kulehemu moja ya kupita, ikiwa unene wa ukuta sio mdogo, inaweza kuwa kulehemu kwa njia nyingi, na kutekeleza sahihi. uteuzi wa awali wa matibabu ya weld, na uchague mchanganyiko unaofaa wa flux ya waya.
Flux na uteuzi wa waya
Kuchagua mtiririko sahihi na waya kwa mchakato fulani wa kulehemu wa arc iliyozama ni muhimu ili kufikia matokeo bora na mchakato huo.Ingawa mchakato wa kulehemu wa arc uliozama peke yake ni mzuri, tija na ufanisi unaweza kuongezeka hata kulingana na waya na flux inayotumiwa.
Flux sio tu inalinda bwawa la weld, lakini pia inachangia uboreshaji wa mali ya mitambo na tija ya weld.Uundaji wa flux ni ushawishi mkubwa juu ya mambo haya, yanayoathiri uwezo wa sasa wa kubeba na kutolewa kwa slag.Uwezo wa sasa wa kubeba unamaanisha kuwa ufanisi wa juu zaidi wa uwekaji na wasifu wa hali ya juu wa weld unaweza kupatikana.
Kutolewa kwa slag ya flux fulani huathiri uteuzi wa flux kwa sababu baadhi ya fluxes yanafaa zaidi kwa miundo fulani ya kulehemu kuliko wengine.
Chaguzi za uteuzi wa Flux kwa kulehemu ya arc iliyozama ni pamoja na aina za kazi na zisizo na upande wa kulehemu.Tofauti ya msingi ni kwamba flux hai hubadilisha kemia ya weld, wakati flux ya neutral haifanyi.
Fluji inayofanya kazi ina sifa ya kuingizwa kwa silicon na manganese.Vipengele hivi husaidia kudumisha nguvu ya mvutano wa weld kwenye uingizaji wa joto la juu, kusaidia weld kubaki laini kwa kasi ya juu ya kusafiri na kutoa kutolewa kwa slag nzuri.
Kwa ujumla, flux hai inaweza kusaidia kupunguza hatari ya ubora duni wa kulehemu, pamoja na kusafisha ghali baada ya kulehemu na kufanya kazi tena.
Kumbuka, hata hivyo, kwamba flux hai kawaida ni bora kwa kulehemu moja au mbili.Fluji zisizoegemea upande wowote ni bora kwa welds kubwa za pasi nyingi kwa sababu husaidia kuzuia kutengeneza welds brittle, nyeti-nyufa.
Kuna chaguzi nyingi za waya kwa kulehemu ya arc iliyozama, kila moja ina faida na hasara.Waya zingine zimeundwa kwa ajili ya kulehemu kwa pembejeo za juu zaidi za joto, wakati zingine zimeundwa mahususi kuwa na aloi ambazo husaidia flux kusafisha weld.

Kumbuka kwamba mali ya kemikali ya waya na mwingiliano wa pembejeo ya joto inaweza kuathiri mali ya mitambo ya weld.Uzalishaji pia unaweza kuboreshwa sana kwa kujaza uteuzi wa chuma.
Kwa mfano, kutumia waya wenye msingi wa chuma na mchakato wa kulehemu wa arc uliozama kunaweza kuongeza ufanisi wa uwekaji kwa asilimia 15 hadi 30 ikilinganishwa na kutumia waya thabiti, huku pia ukitoa wasifu mpana, usio na kina wa kupenya.
Kwa sababu ya kasi yake ya juu ya kusafiri, waya wa chuma pia hupunguza uingizaji wa joto ili kupunguza hatari ya kuvuruga kwa kulehemu na kuungua.Unapokuwa na shaka, wasiliana na mtengenezaji wa chuma cha kujaza ili kuamua ni mchanganyiko gani wa waya na flux ni bora kwa programu fulani.
Muda wa kutuma: Juni-27-2023